Jak sprawdzić jakość obróbki kabli elektrycznych w małym warsztacie?
Kable, wtyki, wiązki. W małym warsztacie to codzienność, ale też źródło ryzyka. Jeden słaby zacisk potrafi zablokować uruchomienie maszyny lub spowodować przestój u klienta. Dobra wiadomość jest taka, że większość błędów da się wychwycić szybko, tanio i bez specjalistycznego laboratorium.
W tym artykule znajdziesz prosty zestaw kontroli dla obróbki kabli elektrycznych. Dowiesz się, co obejrzeć, co zmierzyć i jak to udokumentować. Zobaczysz, jak ustawić podstawowy plan jakości, aby praca była powtarzalna, a reklamacje rzadsze.
Jak szybko ocenić wizualnie jakość obróbki kabli elektrycznych?
Wystarczy dobre światło, lupa i lista kryteriów, aby w minutę wychwycić większość błędów.
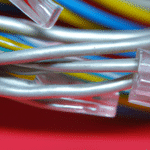
Podstawą jest czyste, jasne stanowisko i stała rutyna oceny. Spójrz na prostopadłość cięcia, brak zadziorów i poszarpanych końców. Zweryfikuj długość odizolowania względem dokumentacji lub danych końcówki. Oceń stan żył, czy nie ma nacięć, uszczuplenia przekroju ani połamanych drucików. Zwróć uwagę na kolor i fakturę izolacji. Przebarwienia i pofałdowania mogą świadczyć o przegrzaniu. Sprawdź crimp. Skrzydełka powinny obejmować żyłę i izolację zgodnie z typem końcówki, bez pęknięć i odkształceń. Zobacz, czy koszulka termokurczliwa zakrywa strefę połączenia i nie jest przepalona. Przy złączach potwierdź pełne zatrzaśnięcie pinów w obudowie.
Które pomiary elektryczne potwierdzą poprawne łączenia przewodów?
Najpewniejszy zestaw to test ciągłości, niski opór połączeń oraz wysoka rezystancja izolacji między żyłami.
Użyj testera ciągłości lub multimetru, aby wykryć przerwy i zwarcia. Pomiar rezystancji połączeń pozwala ocenić jakość zacisku lub lutu. Warto zmierzyć wartości w zakresie miliomów, najlepiej miernikiem niskooporowym. Przy braku takiego sprzętu wykonaj próbę pod obciążeniem. Zasilić odcinek przewodu znanym prądem, obserwować spadek napięcia oraz brak nadmiernego nagrzewania. Pomiar rezystancji izolacji wykonaj miernikiem izolacji zgodnie ze specyfikacją kabla i poziomem napięcia testowego przewidzianym przez producenta, zwykle w zakresie od 100 do 500 V prądu stałego dla kabli niskonapięciowych. Dla wiązek z ekranem sprawdź ciągłość i połączenie ekranu z odpowiednim punktem. Jeśli projekt tego wymaga, użyj testera wiązek do weryfikacji mapy pinów i kolejności żył.
Jak przeprowadzić testy mechaniczne zacisków i końcówek przewodów?
Wykonaj próbę odrywania, kontrolę wymiarów zacisku i proste próby zginania, a wszystko porównaj z kartą techniczną końcówki.
Do próby odrywania użyj siłomierza lub wagi sprężynowej. Zacznij od kontrolnego obciążenia i równomiernego naciągu. Po teście obejrzyj połączenie pod lupą. Sprawdź wymiary geometrii crimpów suwmiarką lub miernikiem wysokości krimpa. Warto mieć wzorzec wzorcowego zacisku i sprawdzian go or no-go do szczęk. Zrób serię zgięć przewodu przy końcówce pod małym promieniem. Nie powinny pojawić się pęknięcia izolacji ani poluzowanie żyły. Dla złącz modułowych skontroluj siłę wypięcia pinu z obudowy oraz pewność zatrzasku. Wyniki zapisuj i porównuj z wymaganiami producenta końcówek oraz własnymi kryteriami akceptacji.
Na co zwracać uwagę przy ocenie zdejmowania izolacji i przycięcia?
Kluczowe jest prostopadłe cięcie, brak nacięć żył, właściwa długość odizolowania i czysty koniec przewodu.
Zbyt krótkie odizolowanie utrudnia poprawny zacisk. Zbyt długie odsłania żyłę i zwiększa ryzyko zwarcia. Krawędź odizolowania powinna być równa, bez strzępów. Żyły nie mogą mieć śladów nacięć po nożu lub szczypcach. Lepiej używać narzędzi z regulacją średnicy i głębokości cięcia. Przy kablach ekranowanych oceń, czy ekran i oplot zostały przygotowane zgodnie z rysunkiem. Unikaj cynowania przewodów przeznaczonych do zaprasowywania. Cyna może spowodować pełzanie i spadek siły zacisku. Jeśli proces przewiduje lut, warstwa cyny powinna być cienka, jednorodna i bez nadmiernego rozlania pod izolację.
Jak sprawdzić zgodność wykonania z dokumentacją i oznakowaniem wiązek?
Porównaj gotową wiązkę z rysunkiem, listą cięć, rozpiską pinów i sprawdź etykiety, kolory oraz długości.
Pracuj zawsze na aktualnej rewizji dokumentacji. Oznacz ją na karcie kontrolnej i dołącz do partii. Zweryfikuj przekroje, kolory i typy przewodów. Sprawdź długości odcinków względem listy cięć i płyty montażowej. Potwierdź układ pinów i kluczowanie złącz. Etykiety powinny być czytelne, trwałe i w ustalonych miejscach. W wiązkach oceń odstępy między opaskami i kierunek prowadzenia. Dla serii wprowadź kontrolę pierwszej sztuki. Zatwierdź ją jako wzorzec dla reszty partii i zachowaj zdjęcia referencyjne.
Jakie narzędzia kontrolne warto mieć w małym warsztacie?
Podstawowy zestaw to dobre oświetlenie, lupa, suwmiarka, miernik uniwersalny, miernik izolacji, siłomierz i wzorce referencyjne.
Oświetlenie stanowiskowe o wysokim indeksie oddawania barw i lupa lub kamera inspekcyjna
Suwmiarka, miernik wysokości crimpów, sprawdziany go or no-go do końcówek
Multimetr z testerem ciągłości i funkcją pomiaru małych rezystancji
Miernik rezystancji izolacji o dobranych napięciach testowych
Prosty siłomierz do prób odrywania
Płyta montażowa z przymiarami do weryfikacji długości i trasowania wiązek
Adaptery testowe do złącz oraz tester wiązek z mapą pinów
Drukarka etykiet i trwałe materiały do znakowania
Szablony wzorcowe i zdjęcia referencyjne pierwszej sztuki
Rejestry kontroli w formie papierowej lub elektronicznej
Harmonogram kalibracji narzędzi i przeglądów
Jak wykryć najczęstsze wady obróbki przewodów przed montażem?
Łącz szybkie testy z checklistą. Wizual, ciągłość, zwarcia, próba odrywania i weryfikacja pinów wyłapią większość usterek.
Niedokrimpowanie lub przekrimpowanie żyły. Objawy to ruch przewodu w końcówce, spłaszczony lub pęknięty crimp
Zbyt krótkie lub długie odizolowanie. Widać gołą żyłę lub izolacja w strefie elektrycznej zacisku
Nacięte lub ubytek żył po agresywnym zdejmowaniu izolacji
Złe osadzenie pinu w obudowie złącza, brak pełnego zatrzaśnięcia
Pomyłki pinów i kolorów. Wyłapuje je tester wiązek lub kontrola według mapy pinów
Przegrzanie przy lutowaniu. Matowy lut, spękana izolacja, nadtopione koszulki
Zanieczyszczenia w strefie połączenia. Tłuszcz, topnik bez zmycia, pył
Uszkodzona izolacja od opasek lub narzędzi. Nacięcia i wgniecenia na płaszczu
Stosuj szybkie próby funkcjonalne pod małym obciążeniem i krótki test nagrzewania. Jeśli cokolwiek budzi wątpliwość, odrzuć lub przerób element jeszcze przed montażem.
Jak wdrożyć prosty plan kontroli jakości w małym warsztacie?
Ustal jasne kryteria akceptacji, kontrolę pierwszej sztuki, kontrole w toku i końcowe testy. Wszystko zapisuj.
Zdefiniuj kryteria wzrokowe i elektryczne dla każdego typu połączenia
Wprowadź kontrolę materiałów wejściowych i zapisuj numery partii
Opisz ustawienia narzędzi do krimpowania i zdejmowania izolacji
Zatwierdzaj pierwszą sztukę z podpisem i zdjęciami referencyjnymi
Planuj kontrole w toku serii według ustalonej częstości
Testuj elektrycznie gotowe wiązki w stu procentach lub według planu prób
Oznaczaj partię, operatora i datę. Zapewnij śledzenie zmian dokumentacji
Ustal sposób postępowania z niezgodnościami i reworkiem
Prowadź kalibrację i przeglądy narzędzi według harmonogramu
Szkol zespół i okresowo przeglądaj wyniki, aby korygować proces
Jeśli pracujesz seryjnie, rozważ dopasowanie systemu do wymagań norm jakości, na przykład ISO 9001
Stała, prosta rutyna daje przewidywalną jakość. Nawet małe ulepszenia, jak lepsze światło czy karta pierwszej sztuki, szybko zwracają się mniejszą liczbą poprawek i reklamacji. Wybierz jeden obszar, od którego zaczniesz, a za chwilę zbudujesz spójny system.
Chcesz wdrożyć praktyczny plan kontroli obróbki kabli elektrycznych w swoim warsztacie? Skontaktuj się i zamów checklistę oraz krótkie konsultacje.
Wyłap większość błędów obróbki kabli w minutę dzięki prostej checkliście — pobierz gotowy wzór kontroli pierwszej sztuki i zamów krótką konsultację, by szybko zmniejszyć liczbę reklamacji: https://wirings.pl/oferta/.